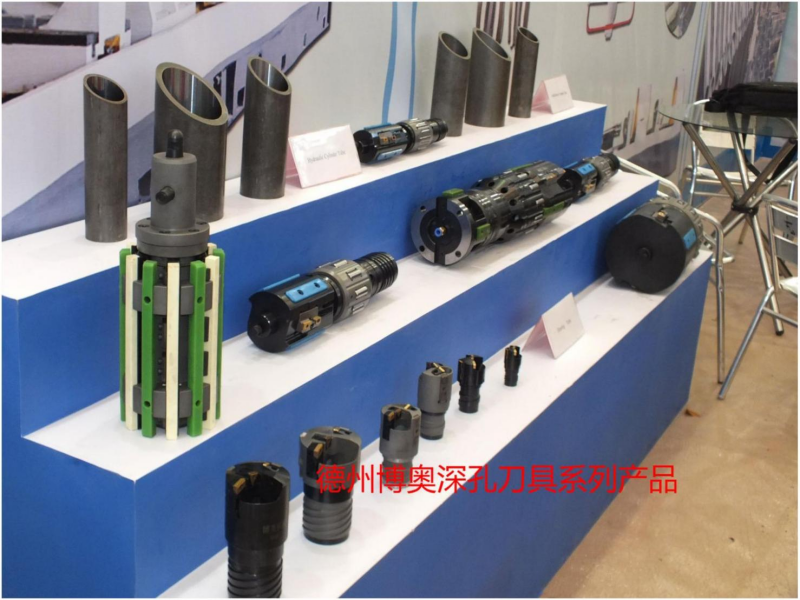
Pneumatski alati za bušenje za duboke bušilice
Pneumatski alati za bušenje
Normalne stavke:
| Dosadan raspon | Dosadan bar | Dosadan raspon | Dosadan bar | Dosadan raspon | Dosadan bar |
| Φ35-Φ37 | Φ30 | Φ38-Φ45 | Φ35 | Φ46-Φ56 | Φ43 |
| Φ57-Φ60 | Φ51 | Φ61-Φ69 | Φ56 | Φ70-Φ89 | Φ65 |
| Φ90-Φ120 | Φ80 | Φ121-Φ139 | Φ100 | Φ140-Φ169 | Φ130 |
| Φ170-Φ230 | Φ160 | Φ231-Φ400 | Φ220 |
Pneumatski SRB alati
Rad: Alat se pomiče naprijed za ljuštenje, a prema natrag za bruniranje valjkom. S 2 grupe umetaka na gornjem kraju, može postići visoku preciznost dimenzioniranja i dobru kontrolu oblika: S 4 grupe vodilica, može postići izvrsno vođenje i uravnoteženo ljuštenje, također sprječava struganje na površini rupe: umetci se uvlače pneumatskim upravljanjem.
Značajke
Koristi se za strojnu obradu različitih cijevi uključujući hladno vučene bešavne čelične cijevi, zavarene hladno vučene cijevi, vruće valjane čelične cijevi i lijevane čelične cijevi.Lako i brzo prilagodite veličinu umetaka, vodilica i valjaka.Po završetku obrade, namjestite uložak pneumatskim upravljanjem kako biste spriječili oštećenje površine rupa.Usvajanjem dizajna s visokom učinkovitošću, kombinacijom finog ljuštenja i poliranja valjkom i postizanjem jednokratne strojne obrade, alatu osigurava dug životni vijek i ima visoku učinkovitost od 20 puta veću od tradicionalnog stroja za honanje i 510 puta od običnog stroja za bušenje.Po završetku obrade tvrdoća površine se povećava za oko 30%, preciznost je do IT8. Završna obrada je do Ra0,05-0,2